



Déformation de la base d'impression sur votre plateau

Réparation de la déformation de la base lors de l'impression 3D résine sur le plateau
Détachement et déformation de la base de l’impression
Le détachement se produit en raison de la déformation de la base et du coup des supports.
Durant le processus d'impression, le modèle imprimé est entièrement imprimé.
Cependant, la base du modèle est déformé et détaché du plateau.
- Si la déformation de la base n'est pas grave, l'imprimante continuera d'imprimer sur la base anormalement avec sa déformation, ce qui finira par rendre le résultat d'impression différent du résultat attendu.
- Si la déformation de la base est grave, la base du modèle imprimé se détachera complètement de la plateforme pendant le processus d'impression, entraînant un échec d'impression, voir même un perçage de votre film fep, nefp ou acf et ceci entrainera une fuite possible de votre bac et la résine coulera sur votre écran.
Pourquoi
La déformation de la base désigne le fait que le bord du modèle imprimé peut se courber ou se soulever pendant qu'il est en train d'être imprimé.
Contrainte de température
Pendant le processus d'impression 3D , les leds irradient la résine photosensible pour la solidifier dans la forme requise. Pendant le processus de durcissement, la résine photosensible dégagera de la chaleur. Si la chaleur ne peut pas être dissipée à temps, une trop grande quantité de chaleur provoquera une distribution inégale de la température à l'intérieur de l'objet. À ce moment-là, la contrainte thermique causée par les contraintes de déformation internes fera se déformer la pièce.
AJUSTEMENT
La conséquence finale de la déformation de la base est que le fond du modèle imprimé ne parvient pas à adhérer correctement à la plaque de construction. Lorsque celle-ci se déplace vers le haut, elle rencontre une tension exercée par la plaque de construction et l'attraction entre le film FEP et le modèle, ce qui entraîne finalement un modèle qui ne peut pas être correctement collé à la plaque. Le modèle se détache progressivement de la plaque, puis continue d'être imprimé sur sa base anormale, ce qui finit par entraîner la déformation de la base.
Les situations suivantes :
Saletées sur la plaque de construction
Pour assurer une bonne adhérence, la surface de contact entre le modèle et la plaque de construction doit être parfaitement propre. Cela implique l'absence de taches d'huile, de graisse, d'empreintes digitales ou d'autres impuretés sur la plaque de construction. Si des résidus de pièces imprimées restent sur la plaque et qu'elle n'est pas nettoyée avant une nouvelle impression, la base de l'impression risque d'être irrégulier et l'écran d'impression pourrait être sérieusement endommagé.
Plateau mal nivelée
Si la plaque de construction n'est pas correctement nivelée, lors de l'impression d'un modèle de grande taille, il est fort probable que la base ne se forme pas correctement et que l'impression échoue. De plus, une plaque de construction mal nivelée entraînera directement une irrégularité de la base ou du radeau voir des supports. Cela se traduira par la base ou un radeau clairement incliné, voire déformé.
Réduction de la Vitesse et levée
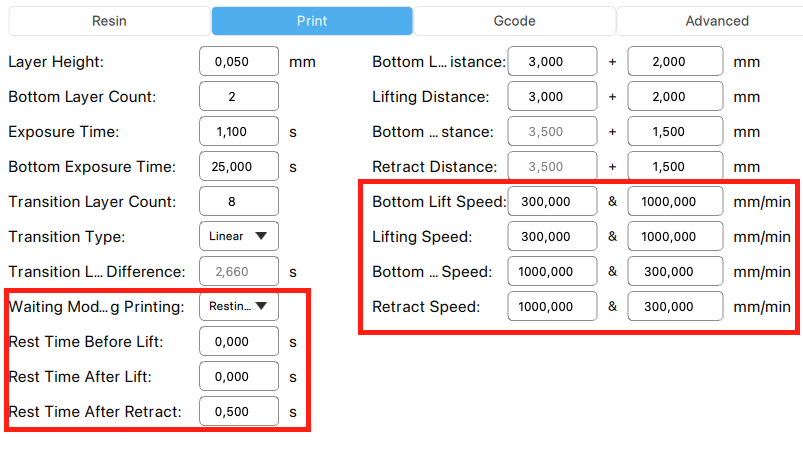
Une vitesse d'impression trop élevée peut facilement causer une déformation du fond et une courbure des modèles imprimés en 3D avec de la résine. En réduisant modérément la vitesse d'impression, on peut améliorer l'adhérence du modèle à la plateforme. Augmentant ainsi le taux de réussite de l'impression. Dans le logiciel, nous avons la possibilité d'ajuster la vitesse de déplacement de la machine en modifiant les paramètres. Certaines imprimantes offrent également la possibilité de régler manuellement la vitesse de déplacement via leur interface de configuration sur l’écran de la machine.
De plus, il est possible de régler le temps de repos pour garantir une polymérisation complète pendant le processus d'impression, réduisant ainsi le risque de déformation et même un autre phénomène que l'on appelle "Le blooming"
Amélioration de la Dissipation Thermique (clairement pas la meilleure méthode)
Pour éviter que les bords du modèle imprimé ne chauffent, on peut ajouter des dispositifs de refroidissement autour du modèle.
Cela aide à mieux disperser la chaleur. Cependant, il faut être prudent avec cette méthode. Ajouter des dispositifs de refroidissement externes peut réduire un peu la température de la résine, ce qui peut diminuer son efficacité. De plus, l'air qui circule pendant l'impression peut apporter des saletés et causer d'autres problèmes qui affectent la qualité de l'impression.
Réduction des résidus
Veillez à ce que la plate-forme soit nettoyée à une certaine fréquence. L'alcool peut être utilisé pour nettoyer les impuretés telles que la graisse et les empreintes digitales afin de réduire la production de résidus après le durcissement de la résine photosensible.
Mise à niveau de la plaque de construction
Veillez à ce que la plaque de construction soit bien nivelée pour éviter les fails, Vous pouvez utiliser l'outil de nivellement et la fonction de nivellement de l'imprimante pour le calibrage.
Poncer la plaque de construction
Après un certain temps d'utilisation, vous pouvez poncer la surface de la plaque de construction pour améliorer l'adhérence. Utilisez du papier de verre pour ponçer doucement la surface du plateau, horizontalement et verticalement afin d'augmenter la rugosité de la surface. Essuyez ensuite la surface avec une serviette en papier imbibée d'eau ou d'alcool.
{kind=link}