



Temps d'exposition résine 3D : la physique cachée que personne ne vous explique

Découvrez la courbe de Jacobs, la loi de Beer-Lambert et l'effet de la température sur la polymérisation de vos résines. L'article le plus complet en français sur la science derrière chaque couche imprimée.
Ce que tout le monde fait avec les temps d'exposition
Vous prenez la valeur recommandée par le fabricant, vous l'entrez dans ChiTuBox ou Lychee, et vous espérez que ça tienne. Si l'impression ne colle pas au plateau : trop court. Si elle arrache le FEP : trop long. Vous ajustez de 0,5 seconde en 0,5 seconde jusqu'à que ça marche.
C'est une méthode. Elle fonctionne, plus ou moins. Mais elle traite le temps d'exposition comme un chiffre magique sorti de nulle part, alors que c'est le résultat d'une équation physique précise que vous pouvez comprendre et utiliser à votre avantage.
Cet article explique cette équation. Ce qu'elle prédit, pourquoi elle dévie, et comment vous pouvez en tirer des réglages plus solides que n'importe quel paramètre sorti d'un forum.
La courbe de Jacobs : le concept que personne ne vous a expliqué
En 1992, Paul Jacobs, ingénieur chez 3D Systems, publie un modèle mathématique pour décrire comment la lumière UV pénètre et polymérise une résine liquide. Ce modèle, appelé depuis "courbe de travail" ou "working curve", est encore aujourd'hui la base théorique de toute impression résine, SLA, DLP ou MSLA.
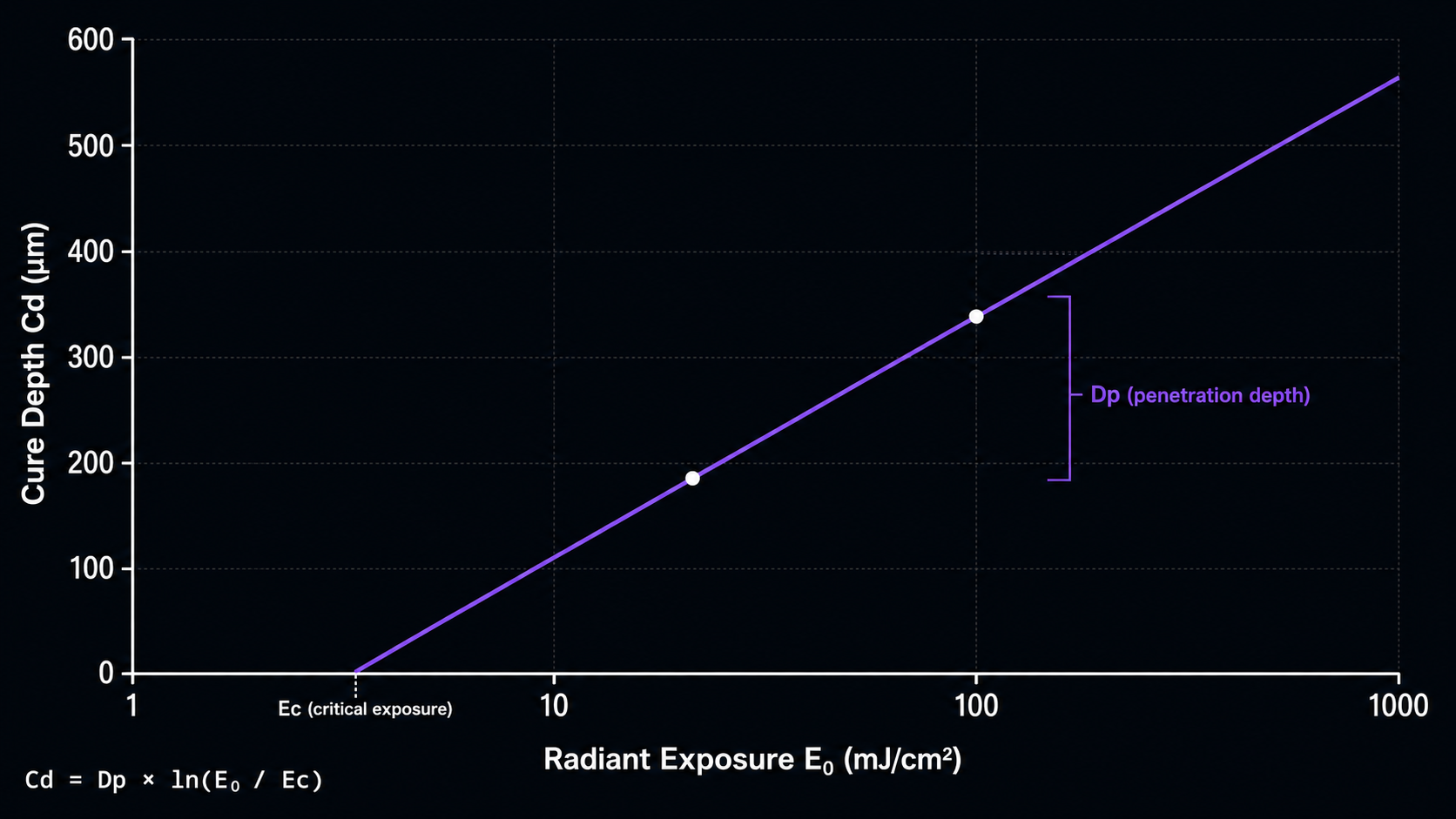
L'idée centrale est simple : la profondeur de polymérisation d'une couche de résine dépend de l'énergie lumineuse reçue, selon une relation logarithmique.
L'équation s'écrit ainsi :
Cd = Dp × ln(E₀ / Ec)
Où :
- Cd = profondeur de polymérisation (en mm ou µm)
- Dp = profondeur de pénétration de la lumière dans la résine (propre à chaque résine)
- E₀ = énergie lumineuse incidente à la surface (en mJ/cm²)
- Ec = énergie critique minimale pour déclencher la polymérisation (seuil propre à chaque résine)
Ce que cette équation vous dit concrètement : si vous doublez votre énergie (en augmentant le temps d'exposition ou la puissance UV), vous n'obtenez pas deux fois plus de profondeur. Vous en obtenez un peu plus, selon un logarithme. C'est pour ça que passer de 2 à 4 secondes n'a pas le même effet que passer de 6 à 8 secondes.
Cette relation a été confirmée dans de nombreuses études, dont une revue inter-laboratoires publiée en 2024 dans "Additive Manufacturing", qui mesure la courbe de Jacobs sur plusieurs résines commerciales avec des sources lumineuses calibrées.
Les deux paramètres qui pilotent tout
Dp (profondeur de pénétration) dépend de la composition de la résine :
ses pigments, ses photoabsorbants, ses photoinitiateurs. Une résine grise ou noire a un Dp très faible la lumière est stoppée vite, la couche polymérisée est mince.
Une résine transparente a un Dp élevé, la lumière pénètre profondément, avec un risque de sur-polymérisation en Z.
Ec (énergie critique) est le seuil en dessous duquel rien ne se passe. En dessous de ce seuil, la résine reste liquide. C'est pour ça qu'une résine "lente" nécessite un temps d'exposition minimal même avec une source UV puissante.
Ces deux valeurs ne sont généralement pas communiquées par les fabricants de résines grand public. Mais elles existent, elles sont mesurables, et elles expliquent pourquoi deux résines avec les mêmes paramètres recommandés se comportent totalement différemment.
Ce que la loi de Beer-Lambert ajoute au tableau
Derrière la courbe de Jacobs, il y a une loi optique encore plus fondamentale :
la loi de Beer-Lambert, qui décrit comment un faisceau lumineux s'atténue en traversant un milieu absorbant.
Dans une résine, chaque molécule de photoinitiateur, chaque pigment, chaque photoabsorbant "consomme" une partie de la lumière qui le traverse. Plus la résine est chargée en ces composants, plus l'atténuation est forte, et plus Dp est petit.
Formellement : Pz = P₀ × e^(−z/Dp)
Où Pz est la puissance lumineuse à la profondeur z, et P₀ est la puissance en surface. Dp est ici le paramètre qui fait le lien entre la composition chimique de la résine et la géométrie de polymérisation.
Ce que ça change pour vous en pratique :
- Une résine opaque n'a pas besoin d'un temps d'exposition long pour polymériser une fine couche : elle est déjà optiquement saturée.
- Augmenter le temps d'exposition d'une résine très opaque vous donne peu de profondeur supplémentaire mais beaucoup de sur-durcissement latéral (bleeding), ce qui dégrade les détails fins.
- À l'inverse, une résine claire nécessite des temps d'exposition très précis pour éviter que la lumière ne traverse plusieurs couches à la fois et fusionne des détails que vous vouliez séparer.
Personne ne vous dit ça parce que c'est de la physique optique. Mais ça explique pourquoi vos miniatures à visage détaillé perdent leurs traits avec certaines résines malgré un temps d'exposition "correct".
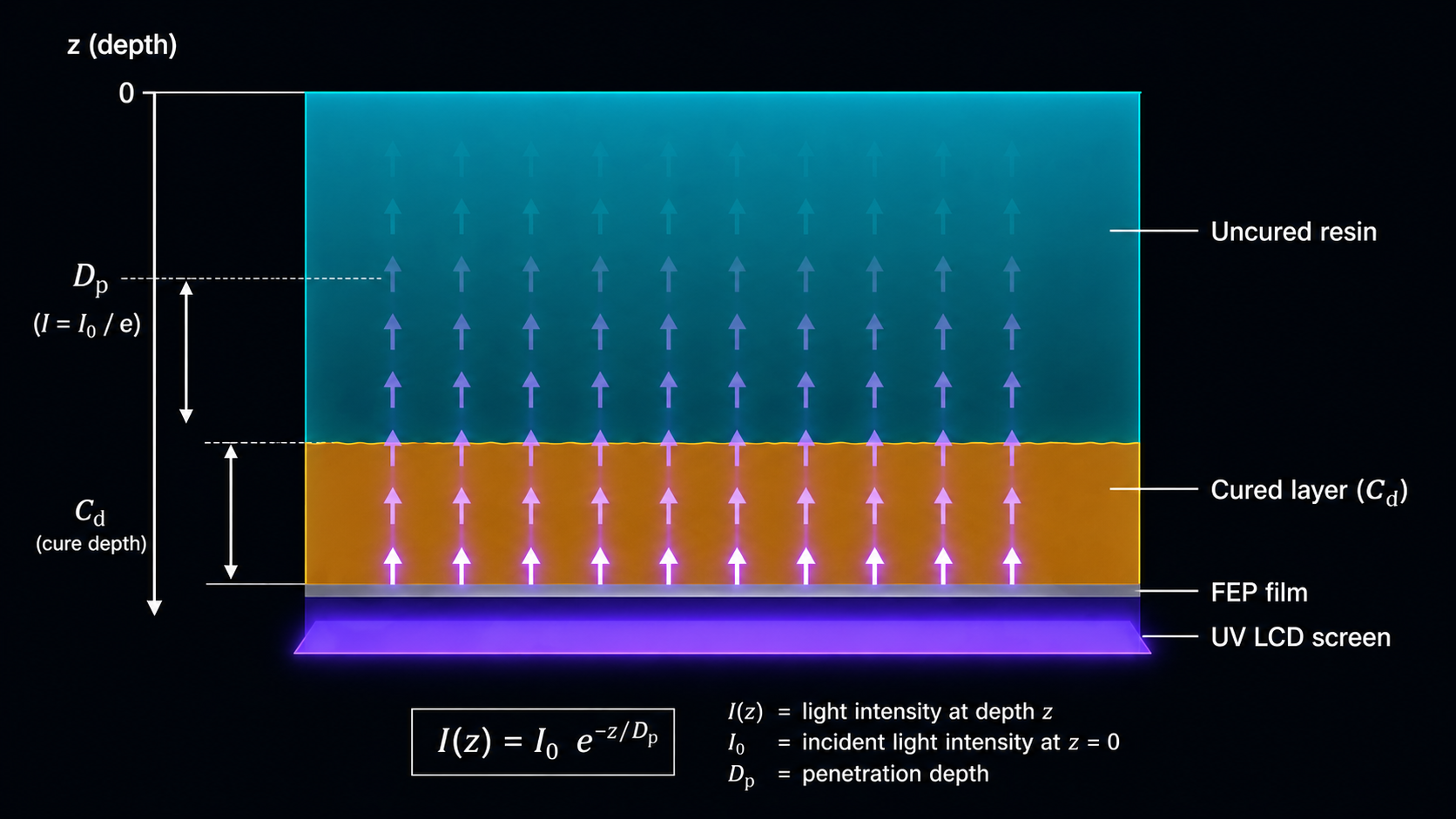
Atténuation de la lumière UV dans la résine selon la loi de Beer-Lambert. La zone solide (ambre) se forme là où l'énergie dépasse le seuil Ec. Au-dessus, la résine reste liquide."
L'effet de la température : le paramètre invisible
Voici quelque chose que presque aucun guide francophone ne mentionne correctement : **la température ambiante modifie directement la cinétique de polymérisation de votre résine.**
Ce n'est pas une question de confort. C'est de la chimie.
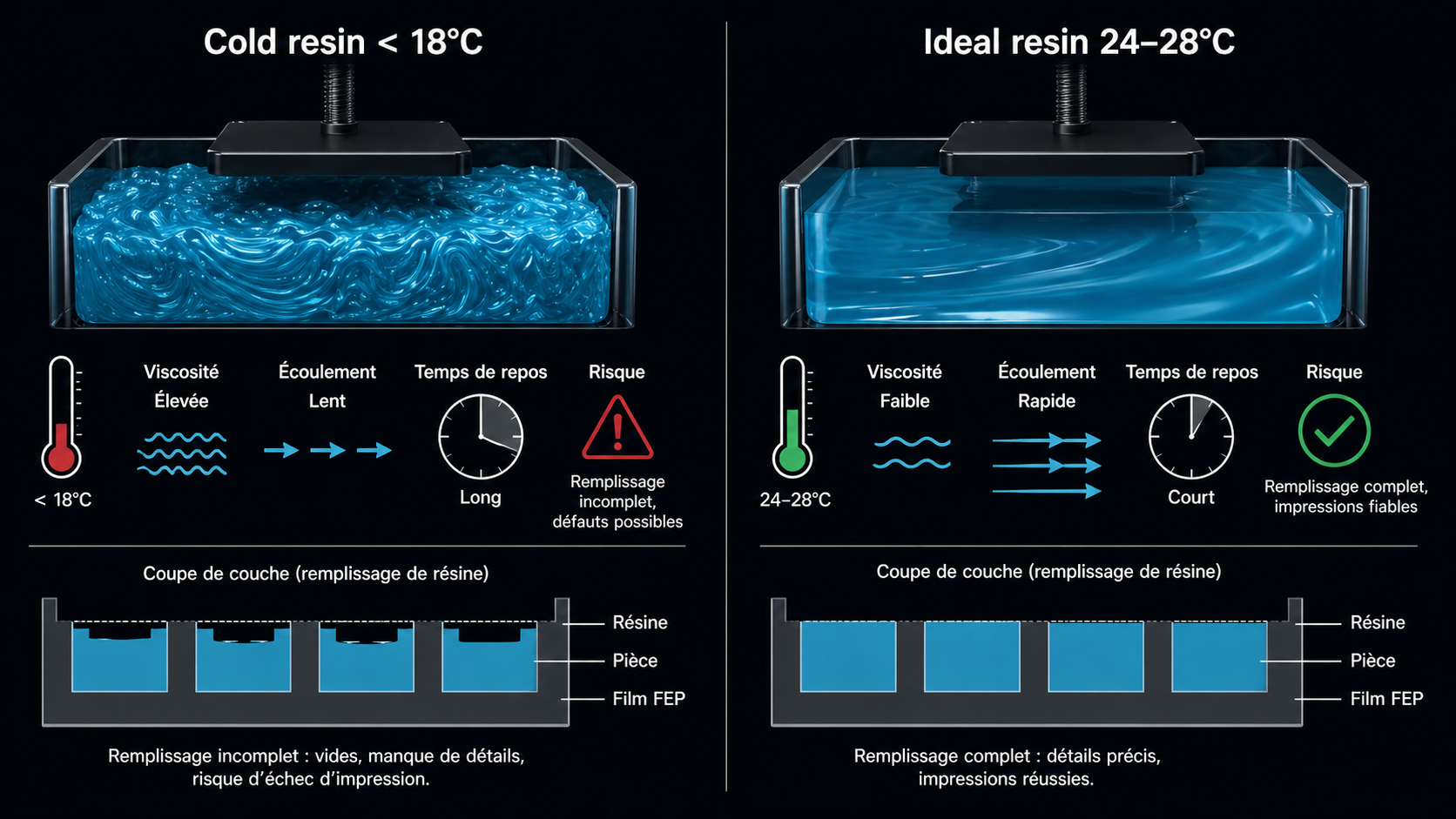
À gauche, une résine froide trop visqueuse ne remplit pas complètement l'espace inter-couche avant l'exposition suivante.
À droite, dans la plage optimale, le remplissage est rapide et uniforme.
Viscosité et écoulement inter-couches
Quand la résine est froide, elle est plus visqueuse. Après que le plateau s'est décollé du FEP pour remonter entre deux couches, un film de résine fraîche doit venir remplir l'espace laissé avant la prochaine exposition. Si la résine est épaisse, ce remplissage est plus lent. Si votre "rest time" (temps de repos entre couches) n'est pas augmenté en conséquence, vous exposez une couche partiellement vide, ce qui donne des inclusions, des délaminages ou des couches mal définies.
Phrozen indique dans sa documentation technique que la plupart de leurs résines fonctionnent de manière optimale au-dessus de 24°C, et recommandent d'augmenter le temps d'exposition de 20% si la température ambiante tombe entre 18°C et 24°C.
En dessous de 18°C, l'impression est déconseillée sans chauffage actif.
Réactivité chimique et seuil Ec
La température influe aussi sur la réactivité des photoinitiateurs. Une résine froide a un seuil d'énergie critique (Ec) effectivement plus élevé : il faut plus d'énergie lumineuse pour déclencher la cascade de polymérisation. C'est pour ça qu'une résine qui imprime parfaitement en été dans votre atelier rate complètement en hiver à 15°C avec les mêmes paramètres.
Le risque à l'opposé : la chaleur excessive
Au-dessus de 30°C, les problèmes s'inversent. La polymérisation devient exothermique de manière incontrôlée. Selon les données publiées par ifun3d (2025), une température ambiante supérieure à 30°C peut déclencher un emballement exothermique (exothermic runaway) qui génère des contraintes internes soudaines, causant déformation ou fissuration de la pièce pendant l'impression.
La plage optimale, confirmée par plusieurs sources industrielles et fabricants, est **20°C à 28°C**, avec une préférence pour 24°C à 26°C pour la grande majorité des résines standard.
Ce que font les imprimantes industrielles
Les imprimantes professionnelles comme celles de Stratasys ou de certaines gammes Formlabs intègrent des chambres d'impression à température régulée maintenue entre 22°C et 28°C.
Sur les machines grand public, cette régulation n'existe pas, sauf exceptions comme la Pico2HD qui dispose d'un chauffage interne de chambre fixé à 30°C avant toute impression, un réel avantage en hiver.
Pourquoi les paramètres recommandés par les fabricants sont une approximation
Voici une réalité que l'industrie ne communique pas clairement : les temps d'exposition indiqués sur les fiches produit ou sur les sites comme RERF / Calibration Matrix sont des moyennes génériques, mesurées sur une machine de référence, dans des conditions ambiantes contrôlées, avec un écran LCD ou un projecteur DLP ayant une irradiance précise.
Votre machine n'est pas cette machine de référence. Pour trois raisons :
1. La puissance UV de votre écran décline avec l'usure. Un écran LCD monochromatique perd de la puissance au fil des heures d'utilisation. Un écran neuf et un écran à 500 heures n'ont pas la même irradiance de surface. Les paramètres calibrés en sortie d'usine deviennent faux progressivement.
2. Le FEP influe sur la transmission lumineuse.Un FEP usé, légèrement opacifié par les microrayures, transmet moins de lumière qu'un FEP neuf. La même résine, le même temps d'exposition, et une profondeur de polymérisation différente selon l'état du film.
3. La répartition lumineuse de l'écran n'est pas uniforme. La puissance est plus élevée au centre et chute vers les bords. Les angles de la plateforme impriment avec moins d'énergie que le centre. Cet effet est connu, mesuré, et rarement pris en compte.
Ces trois facteurs ensemble font que les paramètres fabricants sont un point de départ, pas une valeur de référence. La vraie calibration passe par une mesure empirique sur votre propre machine, à votre propre température ambiante.
Comment utiliser ces connaissances concrètement
Étape 1 : mesurer votre profondeur de polymérisation (sans équipement)
Prenez un plateau vide, versez un peu de résine dans le vat, et lancez une exposition unique de X secondes sans plateau. La couche solide qui se forme sur le FEP est une "crêpe" de résine polymérisée. Mesurez son épaisseur avec un pied à coulisse. C'est votre Cd approximatif pour ce temps et cette résine.
Recommencez à 3s, 5s, 8s, 12s. Tracez un graphe (profondeur en fonction du log du temps d'exposition). Vous obtenez une version empirique de votre courbe de Jacobs. La pente vous donne une idée de Dp, l'intersection vous donne une idée de Ec.
Ce n'est pas une mesure de laboratoire. Mais c'est infiniment plus utile que d'appliquer un paramètre copié d'un forum.
Étape 2 : corriger pour la température
Si vous imprimez en dehors de la plage 22°C–28°C :
- En dessous de 22°C : augmentez le temps d'exposition de 15 à 25% selon la résine, et augmentez le rest time de 1 à 2 secondes.
- Au-dessus de 28°C : réduisez légèrement le temps d'exposition et surveillez les premières couches pour détecter tout écrasement ou débordement latéral.
Si vous utilisez un appareil de chauffage d'appoint, évitez les résistances à chaleur directe pointées vers le vat. Préférez un chauffage d'ambiance qui stabilise la température de l'air. Les chocs thermiques (résine froide dans une pièce chaude ou l'inverse) sont aussi dangereux que les températures extrêmes — comme l'illustre ce témoignage documenté sur The Lion's Tower (2023) : des impressions ont échoué systématiquement parce que la pièce avait été chauffée mais la bouteille de résine restait froide.
Étape 3 : traiter le temps d'exposition des couches normales et des couches de base séparément
Les couches de base (*bottom layers*) servent à ancrer la pièce au plateau. Elles se polymérisent avec une énergie bien supérieure aux couches normales, sur une profondeur qui dépasse largement la hauteur de couche cible. C'est voulu : on veut une adhérence maximale.
Mais en conséquence, les premières couches "saignent" latéralement de manière significative, ce qu'on appelle l'elephant foot. Si vous avez des problèmes de pièces collées à la base avec des trous bouchés ou des dimensions incorrectes sur les premières couches, c'est la courbe de Jacobs en action : trop d'énergie, trop de profondeur, trop de polymérisation latérale.
La correction s'appelle le "bottom exposure compensation" ou "vertical compensation" selon le slicer. Elle consiste à sous-exposer légèrement les couches de base pour compenser cet écrasement. Chaque résine a sa propre valeur optimale et elle se mesure, elle ne se devine pas.
Un mot sur les résines "haute précision" et leur Dp minimal
Les résines dites "haute précision" ou "8K" sont formulées pour avoir un Dp très faible. L'idée est que la lumière ne pénètre que dans une très fine couche, ce qui permet de polymériser avec une précision verticale maximale. Les parois fines, les détails en relief, les filets de vis microscopiques, tout ça devient possible parce que l'énergie reste confinée là où elle est projetée.
La contrepartie : ces résines tolèrent peu l'erreur. Une légère sur-exposition et les couches fusionnent, les détails disparaissent. Une légère sous-exposition et la pièce ne tient pas. Le Ec de ces résines est souvent plus élevé que pour une résine standard, et la fenêtre de tolérance est plus étroite.
Pour ces résines, la calibration par mesure empirique de la courbe de Jacobs n'est pas optionnelle. C'est la seule façon d'exploiter leur potentiel réel.

Ce que le maker sérieux devrait retenir
La photopolymérisation n'est pas magique. C'est de la physique optique et de la chimie des radicaux libres, gouvernée par deux paramètres (Dp et Ec) que chaque résine possède en propre, et que la température, l'état du FEP, et la puissance de votre écran modifient en permanence.
Les paramètres que vous trouvez en ligne sont un point de départ. Ils ont été mesurés sur une autre machine, à une autre température, avec un autre FEP. Ils ne sont pas faux — ils sont incomplets.
Comprendre la courbe de Jacobs, c'est comprendre pourquoi vous réglez ce que vous réglez. Et une fois que vous le comprenez, le réglage devient plus rapide, plus logique, et beaucoup moins frustrant.



{kind=link}